


在透明氧化铝瓷的生产中,要求A1203原料在1200℃左右进行晶型转变,这需要有一种盛载粉的容器,这种容器应符合如下要求:(1)使用温度在1200℃以上;(2)有较好的热稳定性;(3)在1200℃时容器对Al2O3原料无污染。根据上述要求,研制出一种刚玉-莫来石复合质坩埚,经测试和实际使用证明,该坩祸性能较好,达到了使用要求。
1 研制过程
1.1 原料的选择
1.1.1 骨料的选择
因为坩埚的盛载物是高纯度的A1203粉,因此对坩埚的第一要求就是对所盛物质无腐蚀、无污染。这就要求保证坩埚与盛载物的同质性。如采用单体刚玉质坩埚,其热稳定性较差,直接影响坩埚使用寿命,这就要考虑引入一种主体材料-莫来石。由于莫来石的热稳定性较好,克服了单质刚玉坩埚热稳定性差的不足,但它不能直接与盛载物接触,以免因其与所载物的不同质而产生污染,因此要求坩埚制成双层结构;内层刚玉质,外层莫来石质,形成内薄外厚的刚玉莫来 石复合质坩埚。
2.1.2 骨料的颗粒级配
骨料的颗粒级配直接影响着泥浆注浆性能和内外层的结合性能。应做到内层以细为主,外层粗细结合,以保证内外层间的紧密结合。如果外层粗细结合不合理,粗颗粒过多,由于莫来石的非等径性(针、柱状),在成型和干燥过程中易产生偏向应力而导致坯体开裂,如果细颗粒过多,制品的强度降低,热稳定性也会降低。具体配比如下:
内层:60目刚玉240目刚玉=1.6~8;
外层:(1.0~2.5mm)莫来石:(0~1.0mm)莫来石:莫来石细粉=1.2~3 2~4
2.1.3 结合剂和助剂的选择
为了使坩祸干燥和烧成收缩率降至最小,以防止坩埚在干燥和烧成过程中收缩加大而造成坩埚的变形和开裂,同时保证内层成分与盛载物成分的接近,就要尽可能减少结合剂的用量。但由于莫来石和刚玉骨料的比重较大,特别是莫来石的颗粒度又较大(最大1.0〜2.5 mm)。能否用较少的结合剂将较多的重质骨料颗粒悬浮起来,并能形成均匀一致的、流动性较好的调和泥浆,以满足注浆成型性能,是我们首先遇到的难题,也是我们研制过程的关键,我们在做了大量的配方实验的基础上,通过对结合粘土的选择、助剂的应用、水分的控制等环节的研究和实验,最终制成了性能较好的,能适应注浆成型需要的调和泥浆。下面就对几种调和泥浆做一下分析对比,并见表1。
表1 配料组成/%
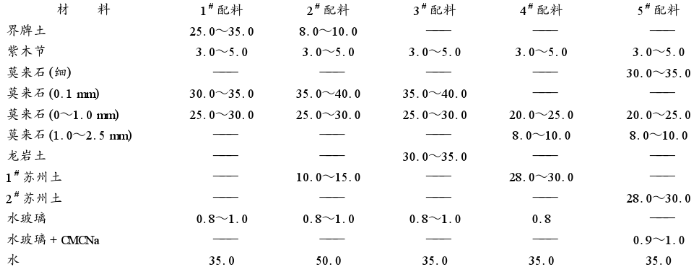
(1)用界牌土做结合剂的外层调和泥浆。实验结果表明,泥浆出现分层,结合剂浮在上层,骨料颗粒沉在下层,无法调成均匀一致的泥浆,说明界牌土做结合剂时由于其悬浮性差,难以形成稳定的调和泥浆。
(2)用界牌土、1#苏州土做结合剂的外层调和泥浆。实验结果:引入苏州土后的调和泥浆虽然有一定的悬浮性,但由于结合剂的结合性能差,而且泥浆的水分较大,坯体不易脱模,且在脱模前产生开裂。
(3)龙岩土做结合剂的外层调和泥浆。实验结果:泥浆出现分层,说明龙岩土的悬浮性较差,由它做结合剂的调和泥浆不适合于注浆成型。
(4)用1#苏州土做结合剂的外层调和泥浆。实验结果:用1#苏州土做结合剂的调和泥浆的骨料配比合理,水分适合,加入适量助剂的条件下,具有很好的悬浮性,可以得到均匀一致的注浆用调和泥浆,该泥浆注浆速度较快,5min坯体即可达到所需的厚度,注浆频率太快,不利于操作。
(5)用2#苏州土做结合剂的外层调和泥浆。
实验结果:当只用水玻璃助剂时,调和料的悬浮性和成型坯体的塑性均不理想,而且料浆的触变性大,注浆后坯体开裂。针对上述问题我们将调和泥浆进行陈腐(24h)后,性能有所改善,但坯体开裂现象仍未解决,后来,我们在助剂水玻璃中引入少量CMC-Na,改变了料浆的触变性,提高料浆的悬浮性,同时也延长注浆时间到15min,使注聚工作更加适宜。
从以上几种配合泥浆的对比分析可以看出:几种结合粘土中以1#苏州土的性能最好,以此为主要结合剂形成的调和泥浆完全满足注浆性能的要求。这是因为1#苏州土水溶液电位较高,粘土粒子间能保持一定的距离,削弱和抵消了范氏力,从而提高泥浆的稳定性。2#苏州土在助剂中引入CMC-Na后,改善了泥浆的悬浮性、触变性和塑性,使调和泥浆也满足注浆成型的要求。这主要是由于粘土粒子与CMC-Na本身是一种增塑剂,起到了增塑作用。龙岩土和界牌土的电位较低,颗粒间的斥力较小,当进入范氏力范围内,泥浆就失去稳定性,粘土粒子很快凝聚沉降,导致泥浆悬浮性较差,难以形成均匀一致的调和泥浆。
2.2 成型过程
刚玉-莫来石复合质坩埚采用内外两层的结构,外层莫来石层为主体层,较厚4~5mm,主要起盛载作用;内层刚玉层为附着层,较薄1~2mm,主要起与盛载物同质作用。成型时采用先外层后内层的注浆顺序,注浆时间控制在10~15min, 空浆后坯体在石骨模中的存置时间为30〜45min。对于较大 尺寸坩埚,成型后往往在坯体口三分之一处产生折裂现象, 这是由于当坯体口朝上放置时,上口中空,在坯体自重的作 用下,产生内折引起的,这就要求我们空浆后的存置阶段,应 将石膏模倒置(坯体底朝上),由于坯体底部为实体,具有径 向支撑作用,从而避免了坯体内折的发生。石膏模型要求壁 厚相等,以保证坯体各方向的吸浆速度相等,以免产生应力不均,导致坯体开裂。
2. 3 烧成过程
坩埚主要是由莫来石和刚玉组成,莫来石的合成温度为1200〜1650℃,而刚玉的合成温度在1800℃左右,但我们窑炉的烧成温度为1290℃,莫来石和刚玉不可能在烧成过程中合成产生,这就要求我们采用已合成好的莫来石和刚玉作为骨料,用粘土做结合剂,在较低的温度下,通过结合剂将骨料颗粒连接起来。因为坩埚的使用温度为1200℃左右,我们把烧成温度定在1290℃。实验证明,此温度烧成的坩埚具有较高的强度。
2.4 坩埚的性能指标
(1)矿物组成:
莫来石 方英石 刚玉 石英
70%~80% 13%~15% 5%~10% 少量
(2)耐火度:1350℃
(3)抗折强度:15.8MPa
(4)热震稳定性:20~1200℃内外层不脱离
20~1200℃水中5次以上不反复不炸裂
(5)体积密度:1.9g/cm3
莫来石刚玉复合质坩埚,具有机械强度高、热稳定性较好、耐火度较高的特点,特别具有抵抗强热震冲击的性能,实验证明能满足生产的性能要求。但由于采用注浆成型,导致成型坯体的致密性较高,烧成后坩埚密度较大,具有较高的强度。而致密度过高,又会相对降低其热稳定 性,因此,今后在注浆成型的基础上,我们还应该考虑其它的 成型方法(如蜡模成型、捣制成型等),使坩埚的质地相对比较疏松,从而达到提高坩埚的热稳定性,进一步完善坩埚性能的目的。